 |  |
тел.: +7 495 1087345 факс.: +7 495 1087345 office@trans-service.org |
 |  |  |
 |
 |



Теория корабля
Подготовка поверхностей под окраску и производство окрасочных работ
Стойкость и защитные свойства лакокрасочных покрытий во многом зависят от подготовки поверхности, грунтовки, шпатлевки и технологии окраски. Поверхность, готовая к окраске, должна быть тщательно очищена от старой краски и ржавчины с помощью металлической щетки или механическим путем. Прочно державшееся покрытие, которое не поддается удалению, должно быть хорошо очищено от пыли, соли и грязи.
Очищенные поверхности перед грунтовкой необходимо обезжирить уайт-спиритом. Запрещается для этой цели применение керосина, бензола, дихлорэтана, сольвента, толуола, ацетона. Обезжиривание производится путем одно- или двукратной протирки при температуре окружающего воздуха не ниже +10 °С.
Грунтовки и краски следует наносить тонким ровным слоем, не допуская увеличения толщины для достижения укрывистости. Слои грунтовки и краски должны быть без пропусков, подтеков, трещин, пузырей, шелушения или отслаивания. Каждый последующий слой нужно наносить после полного высыхания предыдущего. Грунтовки применяют для нанесения нижних слоев покрытия, которые обеспечивают прочную адгезию с окрашиваемой поверхностью и обладают хорошими антикоррозионными свойствами.
Для заделки выбоин и подобных дефектов глубиной до 1 мм следует использовать шпатлевки, которые наносят после грунтовки на высохший и незагрязненный слой грунта. Толщина одного слоя шпатлевки не должна превышать 0,1 мм во избежание появления в слое трещин. Суммарная толщина шпатлевочного слоя не должна превышать 1 мм, а для шпатлевки ЭП-00-10 допускается общая толщина до 2,5 мм. После высыхания зашпатлеванные места шлифуют водостойкой шкуркой с водой, после чего промывают водой, просушивают и грунтуют. Деревянные поверхности перед окраской должны быть сухими, чистыми, ровными без подтеков клея, жирных и масляных пятен. Поверхности из стеклопластика очищают от грязи, старой краски с помощью шпателей осторожно, стараясь не повредить стеклопластик, затем прошкуривают, обезжиривают и протирают сухой ветошью.
Окрасочные работы следует вести при температуре воздуха не ниже +5 °С и относительной влажности не выше 80 % или использовать специальные краски, допускающие их нанесение при низких температурах. Запрещается производить окрасочные работы во время дождя, в туман, по влажным и покрытым инеем поверхностям и если на окрашиваемую поверхность падают солнечные лучи, нагревающие ее до температуры выше +40 °С. Для окраски следует применять только свеженалитую краску, профильтрованную через сетку № 025 или № 02 или через сложенную в два слоя марлю.
Окраска поверхностей осуществляется ручным способом с помощью волосяных или валиковых кистей или механизированным путем с помощью краскораспылителей. Несмотря на то что окраска ручным способом имеет небольшую производительность, она незаменима во время окрасочных работ при небольших местных разрушениях покрытий в труднодоступных местах. Для окраски механизированным путем обычно используют пневматические краскораспылители и краскораспылители безвоздушного типа, с помощью которых можно наносить покрытие на ровную и шероховатую поверхности, имеющие коррозионные язвины. Краскораспылители имеют большую производительность, но они малоэффективны при окраске малых площадей.
Для ручной окраски судовых конструкций используются малярные кисти (рис. 152), которые подразделяются на маховые, ручные, филеночные, флейцы, валиковые. При использовании волосяных кистей необходимо подбирать окрашиваемые участки с таким расчетом, чтобы его можно было покрыть краской, набранной на кисть за один раз. Для получения равномерного слоя на окрашиваемую поверхность первоначально наносят краску в виде отдельных пятен, после чего, не опуская больше кисть в ведро, длинными мазками тщательно растушевывают краску сначала в одном а затем в перпендикулярном направлении. При растушевке краски кисть следует держать под углом 50-60° к окрашиваемой поверхности, не производя сильного нажима. Чтобы получить особо гладкую поверхность для растушевки, используются специальные кисти - флейцы, изготовленные из длинного и мягкого барсучьего или беличьего волоса.
Большие и ровные поверхности при ручном методе обычно окрашивают с помощью валиковой кисти, которая представляет собой небольшой вращающийся цилиндр, обтянутый тканью, чаще подстриженной цигейкой. Для работы валиковой кистью необходимо иметь емкость с краской большего размера, чем длина валика, и небольшую сетчатую наклонную переборку для удаления излишков краски с валика. На окрашиваемую поверхность краску наносят последовательно прокатыванием валика. Такой метод окраски имеет высокую производительность, но при этом увеличивается расход краски и ухудшается качество окрашиваемой поверхности.
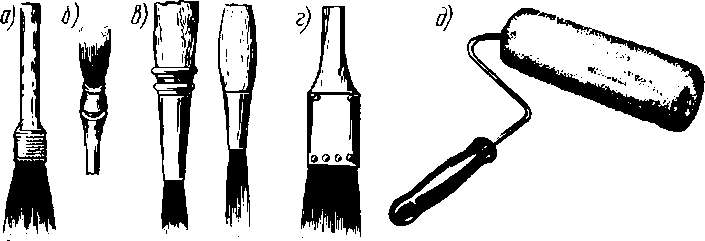
Рис. 152. Малярные кисти:
а — маховая; б — ручник; в — филеночная; г — флейц; д — валиковая
Качество ручной окраски во многом зависит от состояния кистей. При перерывах в работе их следует положить в бачок с растворителем, после окончания работы промыть уайт-спиритом или скипидаром, а затем теплой водой с мылом. Не оставлять надолго кисть в положении, при котором она опирается на волос. Рекомендуется для каждого сорта краски иметь отдельную кисть. Новые кисти, имеющие длинную щетину, следует перевязывать крученым шпагатом на 2/3 длины щетины. Перед употреблением новые кисти надо вымачивать в течение 20-30 мин в теплой воде и затем высушивать. Чтобы кисть изнашивалась равномерно, в процессе работы ее надо периодически поворачивать.
При механизированном способе окраски широкое распространение получили аппараты с воздушным распылением краски. В распылителях этого типа в рабочее сопло подают одновременно по разным каналам воздух и краску. Сжатый воздух, проходя через сопло с большой скоростью, увлекает краску и распыляет ее. Воздух, используемый в краскораспылителях, должен быть тщательно очищен от масла, воды и механических примесей. Пневматические краскораспылители имеют следующие существенные недостатки: большие потери краски из-за туманообразования, сравнительно тонкие слои покрытий после высыхания и вредные условия работы. Поэтому получили распространение безвоздушные краскораспылители.
При безвоздушном распылении используется плунжерный насос, который создает давление краски от 6 до 30 МПа. Распыление лакокрасочного материала происходит вследствие расширения выходящей из сопла струи. Краска при таком распылении не соприкасается с воздухом, а наносится при высоком давлении, из-за чего снижается ее расход и не образуется тумана. Для безвоздушного распыления на судах можно использовать аппараты отечественного производства "Факел" и "Топаз", а также иностранного "Кинг", "Вагнер" и др.
Для качественной окраски поверхности необходимо распылитель безостановочно перемещать, как показано на рис. 153, на расстоянии 250-350 мм от поверхности. При этом необходимо, чтобы ось струи все время была перпендикулярна окрашиваемой поверхности, а каждая новая полоса должна перекрывать предыдущую на 10-15 мм. При переходе на новую полосу краскораспылитель на мгновение выключают, чтобы избежать подтеков краски. После окончания работы краскораспылитель необходимо промыть растворителем и продуть воздухом, протереть чистой ветошью и просушить.
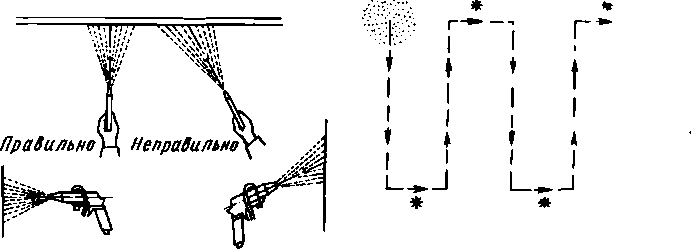
Рис. 153. Схема перемещения краскораспылителя при окраске